
Jak uniknąć wycieku torby filtracyjnej i utrzymania niskiej emisji?
2024-09-27
ProdukcjaTorby filtracyjneNależy być szczelne, tworząc otwory w szwach, a tym samym ryzyko zwiększenia emisji worku podczas pracy. Zapobieganie wyciekom zapewnia, że worki konsekwentnie osiągają niskie emisje. Omówimy, jak wykryć i zająć się wyciekami workami w osobnym artykule.
1 Środki zapobiegania wyciekom w torby filtra
Proces stopu 1.1 H
Hot Melt może rozwiązać problemy burr, luźne nici, dziury i inne problemy, które występują w tradycyjnym szyciuTorby filtracyjne, zwłaszcza otwory w korpusie torby, wydajność jest około 5 razy większa niż tradycyjne szycie i ma zalety nawet szycia i silnego wiązania. Jednak nie wszystkie worki filtracyjne można szyć z procesem stopu gorącego, zwykle z pojedynczym światłowodu, termoplastyczne worki filtracyjne z włókna można szyć za pomocą procesu stopu gorącego. Rycina 1.1 pokazuje schematyczny schemat torby filtracyjnej po zabiegu stopu gorącego. Po zabiegu na gorąco z nosem nie ma dziur w stawach worka filtracyjnego i nie ma ryzyka penetracji drobnego pyłu przez dziury. Dlatego w tych samych warunkach testowych torba filtracyjna gorąco ma najwyższą wydajność filtracji.
Rycina 1.1 Schemat worka filtra
1.2 Proces powlekania
Gdy szycie gorącego stopu nie jest możliwe i używane jest szycie nici, dziury są nieuchronnie pozostawione w torbie filtracyjnej. Proces powlekania jest często stosowany w branży, aby zapobiec wyciekom w torbach filtracyjnych. Proces powlekania rozpoczyna się w zależności od wyboru odpowiedniego szczeliwa do złożonych warunków gazu spalinowego. Osiąga się to poprzez trzyczęściowe podejście: ocena laboratoryjna, badania produkcyjne i doświadczenie inżynieryjne. Po zidentyfikowaniu odpowiedniego uszczelniacza stosuje się automatyczny sprzęt do powlekania worku do nakładania warstwy uszczelniacza na dziurki gwintu szycia na torbie. Zapewnia to stabilność i jednolitość powlekanej powierzchni produktu i optymalizuje uszczelnienie otworów. Badania wykazały, że wydajność filtracyjna worków powlekanych jest podobna do wydajności worków filtra w gorącym stopie.
Rysunek 1.2 pokazuje schematyczny schemat otworów torby przed i po powledzeniu.

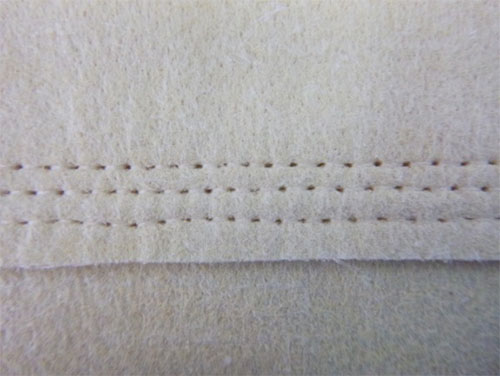
Rycina 1.2 Schematyczny schemat otworów torby przed i po powładzie (górny schemat z klejem, dolny schemat bez kleju)
1.3 Proces laminowania taśm PTFE do uszczelniania dziur
Dodatkową metodą zapobiegania wyciekom jest uszczelnienie dziur przy użyciu procesu laminowania taśmy PTFE. Pomimo faktu, że taśma PTFE jest materiałem opornym na ciepło i chemicznie, nadal istnieje możliwość, że może ona odłączyć się od podłoża, gdy jest do niego przestrzegany przez gorące laminowanie. Po całkowitym usunięciu taśmy PTFE nadal istnieje możliwość przenikania pyłu. Jak pokazano na rycinie 1.3, jest to schematyczna reprezentacja otworów w korpusieTorba filtracyjnaPo procesie uszczelnienia za pomocą taśmy PTFE.
Rysunek 1.3: Schematyczny schemat torby filtracyjnej po nałożeniu taśmy PTFE



X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy